Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika  Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland  Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska  Portugal
Portugal  Schweiz
Schweiz  Slovensko
Slovensko  Slovenija
Slovenija  España
España  Sverige
Sverige  Türkiye
Türkiye  Україна
Україна
 United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada  Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México  Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 
















 Business Unit Perfect Welding
Business Unit Perfect Welding
Зварювальні системи та
роботи можуть створити оптимальні базові умови для зварювання MIG/MAG, але
справжні дії відбуваються на передній частині та в центрі корпусу пальника.
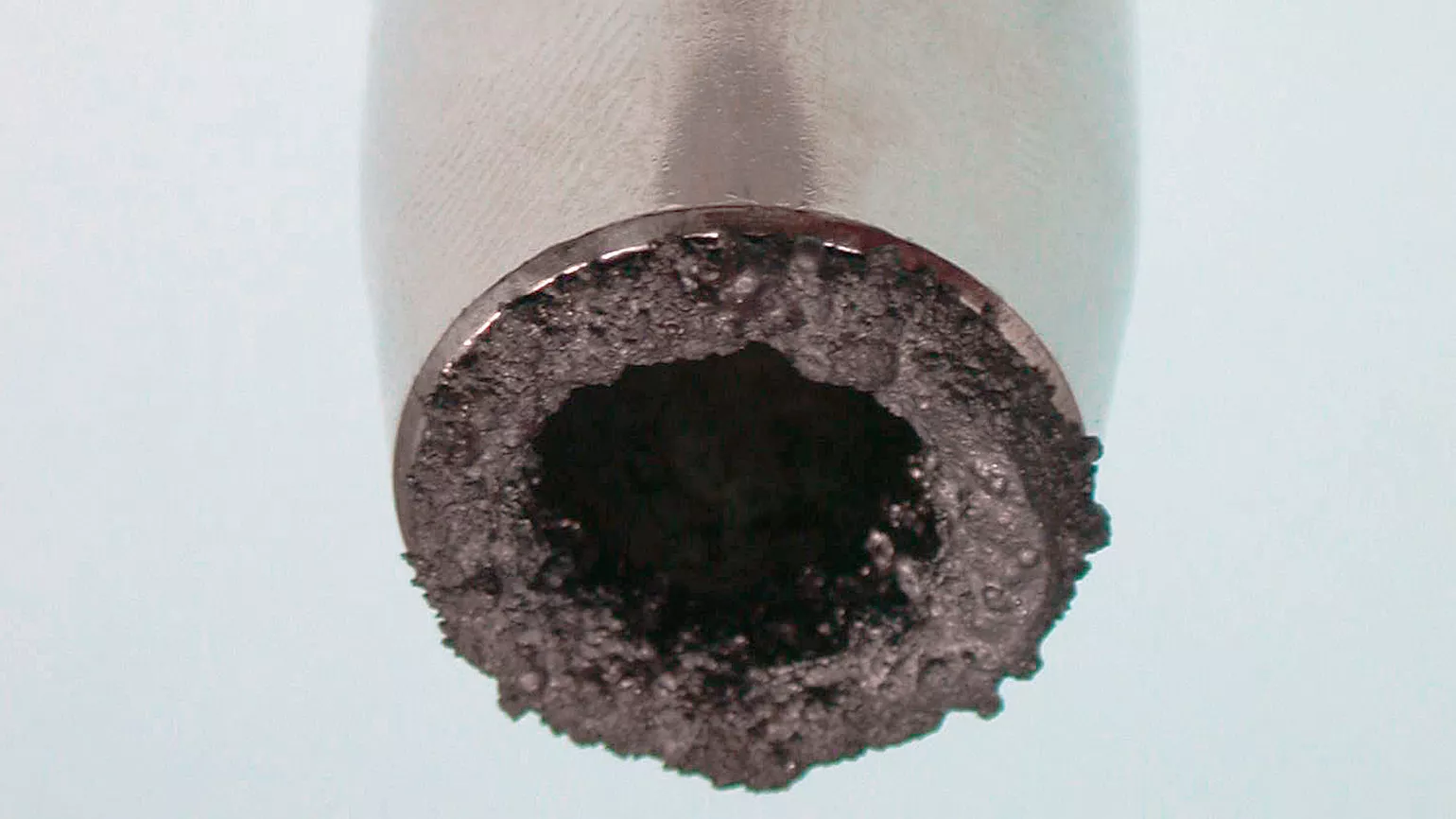
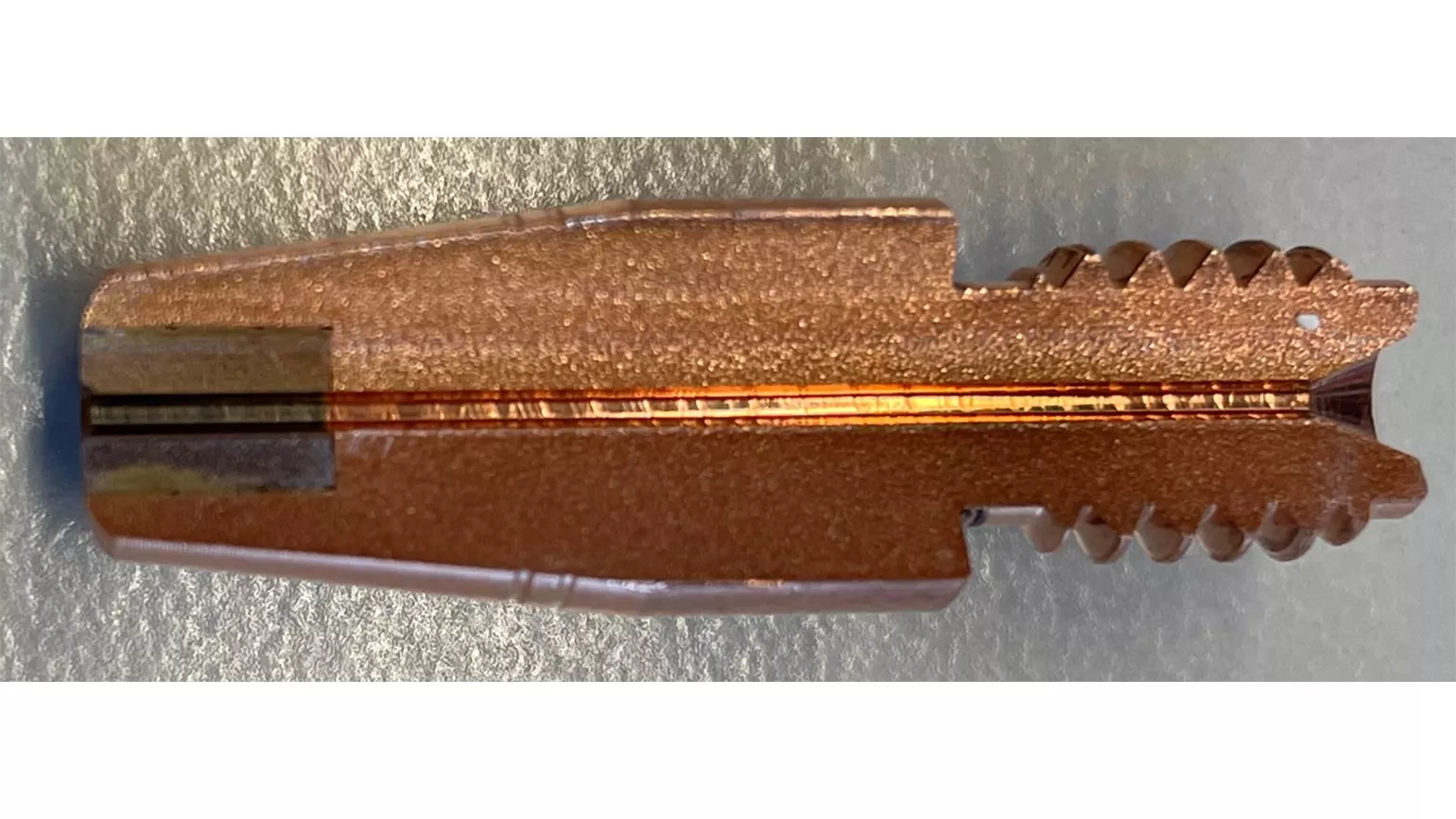
Температури до 15 500 °С, бризки
рідкого металу та безперервний абразивний знос зварювальним дротом: вплив цих теплових
та механічних сил на зношувані деталі, наприклад як контактні накінечники та
газові сопла, є величезним. Отже, що можна зробити, щоб на якомога довше відтермінувати
неминуче зношування цих запчастин?
Fronius Worldwide
-
 مصر
مصر
-
 الأردن
الأردن
-
 الكويت
الكويت
-
 لبنان
لبنان
-
 سلطنة عمان
سلطنة عمان
-
 دولة قطر
دولة قطر
-
 المملكة العربية السعودية
المملكة العربية السعودية
-
 South Africa
South Africa
-
 الإمارات العربية المتحدة
الإمارات العربية المتحدة
International Websites