 Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika  Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland  Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska
 Portugal
Portugal  Schweiz
Schweiz  Slovensko
Slovensko  Slovenija
Slovenija  España
España  Sverige
Sverige  Türkiye
Türkiye  Україна
Україна  United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada  Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México  Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 
















 Business Unit Perfect Welding
Business Unit Perfect Welding 
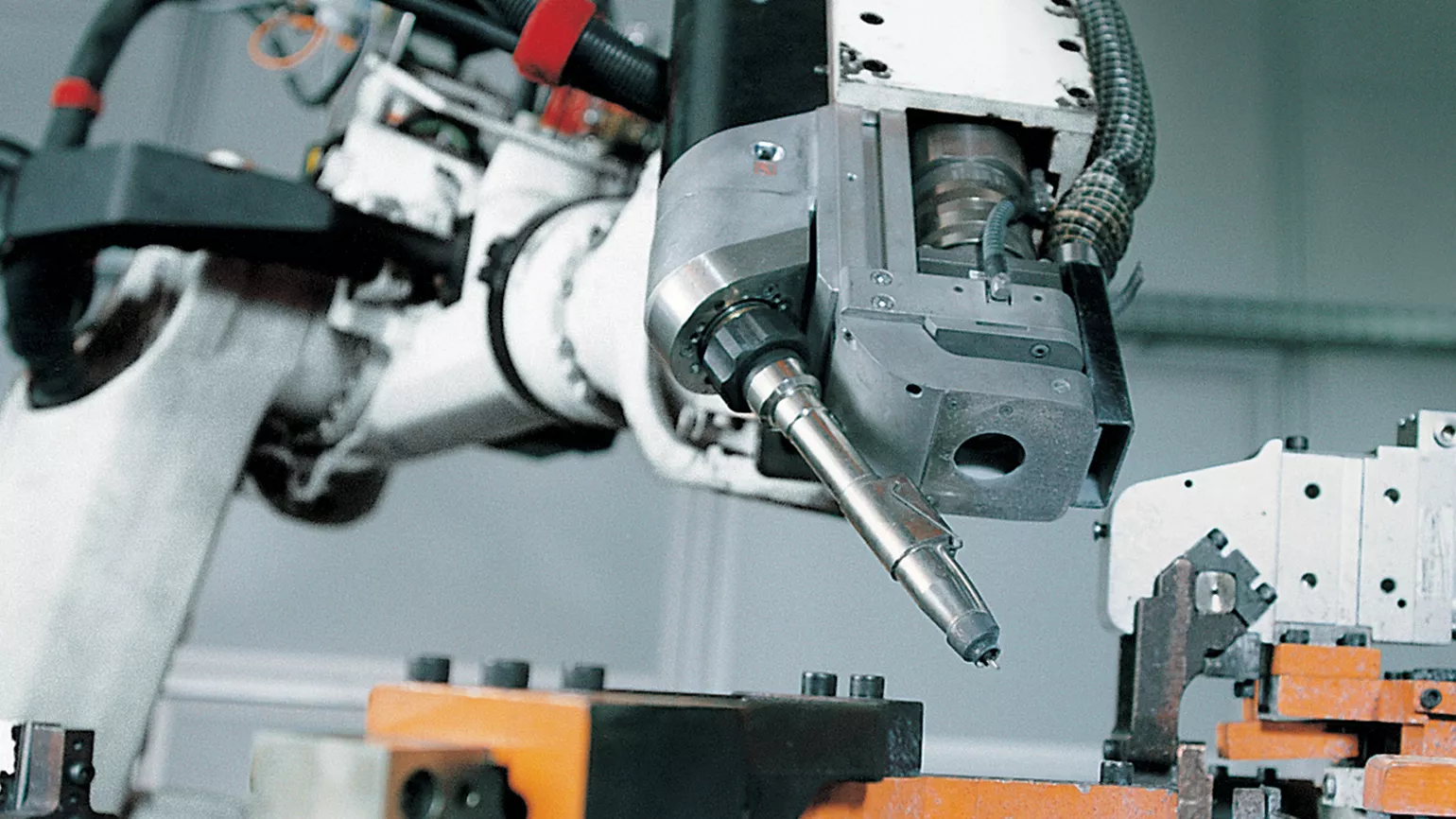
Laser Hybrid Twin: maksymalna prędkość spawania
W przypadku spawania LaserHybrid Twin chodzi o połączenie konwencjonalnej metody spawania laserowego ze spawaniem łukowym w osłonie gazów ochronnych metodą MSG Twin.
 مصر
مصر
 الأردن
الأردن
 الكويت
الكويت
 لبنان
لبنان
 سلطنة عمان
سلطنة عمان
 دولة قطر
دولة قطر
 المملكة العربية السعودية
المملكة العربية السعودية
 South Africa
South Africa
 الإمارات العربية المتحدة
الإمارات العربية المتحدة
Spawanie metodą LaserHybrid firmy Fronius łączy procesy spawania laserowego i spawania MIG. Optymalnie wykorzystuje zalety obu procesów i tworzy synergiczny efekt. Wysoką prędkość spawania i skoncentrowaną energię lasera można efektywnie wykorzystać razem z łukiem spawalniczym MIG na dwa sposoby: albo zwiększając prędkość spawania przy łączeniu cienkich blach, albo uzyskując maksymalne wtopienie przy grubszych materiałach.
Gdy tylko wiązka lasera natrafi na powierzchnię spawanego elementu, podgrzewa ją w określonym obszarze do temperatury parowania. Rezultatem jest głębokie wtopienie na niewielkiej szerokości. W procesie LaserHybrid zapotrzebowanie na drogą energię lasera ogranicza się prawie wyłącznie do tego efektu spawania głębokiego, który umożliwia również łączenie grubszych blach. Pozostała energia jest dostarczana w oszczędnym procesie MIG/MAG. Jednocześnie, dzięki zastosowaniu elektrody topliwej, umożliwia on lepsze wypełnienie szczeliny. Ponieważ energia w obu procesach koncentruje się w tej samej strefie oddziaływania, zwiększa się głębokość i prędkość spawania w porównaniu do każdego z tych procesów z osobna.
Metoda spawania LaserHybrid sprawdzi się zwłaszcza w tych branżach, w których koszty inwestycyjne szybko się amortyzują ze względu na skalę produkcji. Zalicza się do nich przede wszystkim przemysł samochodowy i produkcję części dla tej gałęzi przemysłu, ale także producentów zbiorników, rur i rurociągów. Z pomocą tej wysokowydajnej metody spawania mogą łączyć ze sobą w sposób zautomatyzowany rozmaite elementy aluminiowe i stalowe z prędkością do ośmiu metrów na minutę. Metoda spawania LaserHybrid okazuje się korzystna w wielu zastosowaniach, w których wykorzystuje się aluminium — na przykład przy dużych tolerancjach wymiarowych elementów i wysokich nakładach związanych z przygotowaniem do spawania laserowego. Zalety stosunkowo niewielkiej ilości oddawanego ciepła są widoczne zwłaszcza przy łączeniu materiałów o podwyższonej wytrzymałości. Nie dochodzi przy tym do pogorszenia ich wytrzymałości, a niewielkie wypaczenie materiału pozwala na precyzyjne wykonanie elementów.